How to anneal spring steel
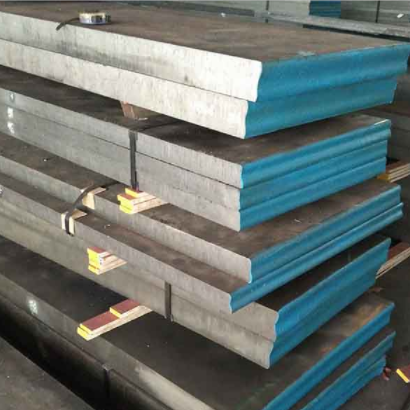
The purpose of spring steel annealing is to reduce the material stress, otherwise there will be barbed cracks during winding. During annealing, the material must be isolated from the air, otherwise surface decarburization will occur.
Annealing is a heat treatment process of heating spring steel to appropriate temperature, holding for a certain time, and then cooling slowly. Annealing is mainly used for casting, forging, welding blanks or semi-finished parts, for preparation of heat treatment. Pearlite structure was obtained after annealing.
The main purpose of annealing is to soften spring steel for cutting; Eliminate internal stress to prevent workpiece deformation; Refine the grain, improve the structure, prepare for the final heat treatment of parts. According to the composition and annealing purpose of spring steel, the common annealing methods are complete annealing, isothermal annealing, spheroidizing degradation, homogenizing annealing, stress relief annealing and recrystallization annealing.
1. Complete annealing and isothermal annealing
Complete annealing is to heat the spring steel to 30-50 ℃ for a certain period of time, cool it to below 600 ℃ with the furnace, and then air cool it out of the furnace. It is mainly used for casting and forging of hypoeutectoid spring steel, and sometimes for welding structure. The purpose of complete annealing is to refine grains, eliminate overheated fabric, reduce hardness and improve machinability. Complete annealing is not suitable for hypereutectoid spring steel in order to avoid secondary cementite precipitation along austenite grain boundary in network form, which will bring adverse effects on cutting and subsequent heat treatment. Complete annealing is time-consuming, and isothermal annealing is often used in production. The heating temperature of isothermal annealing is the same as that of complete annealing, but the cooling mode is different. Isothermal annealing is to cool rapidly to a certain temperature below, isothermal for a certain time to make austenite transform into pearlite structure, and then air cooling. For some alloy spring steels with stable austenite, the annealing cycle can be greatly shortened by isothermal annealing.
2. Spheroidizing annealing
Spheroidizing annealing is to heat the spring steel to 20-40 degrees, fully keep the temperature, and then cool it to below 600 degrees with the furnace for air cooling. When the spheroidizing annealing passes through AR1 temperature, the cooling should be slow enough to spheroidize eutectoid cementite. Spheroidizing annealing is mainly used for hypereutectoid spring steel. The purpose is to spheroidize the cementite in the spring steel, so as to reduce the hardness of the spring steel, improve the machinability, and prepare the structure for the later heat treatment process. If there is serious cementite network in the original structure of spring steel, normalizing should be carried out before spheroidizing annealing to ensure the effect of spheroidizing annealing.
3. Homogenization annealing (diffusion annealing)
Homogenization delayed ignition is to heat the spring steel to a temperature slightly lower than the solidus temperature (150-300 ℃), keep it for a long time (10h-15h), and then cool it with the furnace, so as to homogenize the chemical composition and microstructure of the spring steel. The energy consumption of homogenization annealing is high and the grain size is easy to coarsen. In order to refine the grain, complete annealing or normalizing should be carried out after homogenization annealing. This process is mainly used for alloy spring steel ingots, castings or forging billets with high quality requirements.
4. Stress relief annealing and recrystallization annealing
Stress relief annealing, also known as low temperature annealing, is to heat the spring steel to a certain temperature below AC1 (generally about 500-600 ℃) for a certain period of time, and then cool with the furnace. The purpose is to eliminate the residual stress of casting, forging, welding and cold stamping parts.
Recrystallization annealing is mainly used for spring steel after cold deformation, which can soften the hardening phenomenon caused by cold deformation.